




Company Policy
Company PolicyThe principles of our daily actions
Corporate Responsibility
Corporate ResponsibilityAs a company with a focus on sustainability, we are happy to share our success with others and support local and international projects.
THERMO-Riser®
THERMO-Riser®Feeding systems with a high level of individualisation
Exothermic / insulating caps
Exothermic / insulating capsExothermic and insulating caps for ramming up and insertion
PXT-PKXT-Riser
PXT-PKXT-RiserHighly exothermic riser sleeves, specially designed for use on high-pressure moulding lines
POINT-Riser®
POINT-Riser®Highly exothermic riser sleeve especially for use on moulding plants
ECO-Riser®
ECO-Riser®Solving challenges in the smallest of spaces
FILTER-Riser
FILTER-RiserIncreased outputs due to reduced circulation
FIBRE-Sleeves
FIBRE-SleevesConventional riser system with intelligent accessories for large castings
ISO-Riser
ISO-RiserCost reductions by using POINT-accurate risers made of non-ferrous metals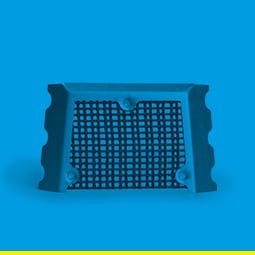
NETFrame®
NETFrame®Easy riser removal and improved process efficiency
NETCore®
NETCore®Breaking Edge “0”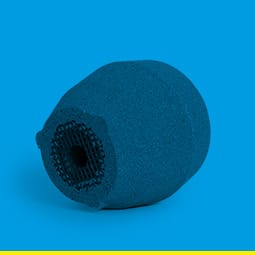
NETSleeve®
NETSleeve®Maximum feeder performance for largest possible module





